

การเชื่อมต่อสายไฟ
เอกสารข้อมูลฐานความรู้
การเชื่อมต่อสายไฟคืออะไร?
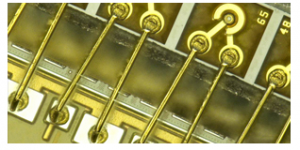
การเชื่อมด้วยลวด (Wire bonding) คือวิธีการเชื่อมลวดโลหะอ่อนขนาดเล็กเข้ากับพื้นผิวโลหะที่เข้ากันได้ โดยไม่ต้องใช้ตะกั่วบัดกรี ฟลักซ์ และในบางกรณีอาจต้องใช้ความร้อนสูงกว่า 150 องศาเซลเซียส โลหะอ่อนที่ใช้ได้แก่ ทองคำ (Au) ทองแดง (Cu) เงิน (Ag) อะลูมิเนียม (Al) และโลหะผสม เช่น แพลเลเดียม-เงิน (PdAg) และอื่นๆ
ทำความเข้าใจเทคนิคและกระบวนการเชื่อมต่อสายไฟสำหรับงานประกอบไมโครอิเล็กทรอนิกส์
เทคนิค/กระบวนการยึดติดแบบลิ่ม: การยึดติดแบบริบบอน, การยึดติดแบบลูกบอลเทอร์โมโซนิค และการยึดติดแบบลิ่มอัลตราโซนิก
การเชื่อมต่อด้วยลวด (Wire bonding) คือวิธีการเชื่อมต่อระหว่างวงจรรวม (IC) หรืออุปกรณ์เซมิคอนดักเตอร์ที่คล้ายกันกับบรรจุภัณฑ์หรือโครงลวด (leadframe) ในระหว่างกระบวนการผลิต ปัจจุบันยังนิยมใช้ในการเชื่อมต่อทางไฟฟ้าในชุดประกอบแบตเตอรี่ลิเธียมไอออนอีกด้วย การเชื่อมต่อด้วยลวดโดยทั่วไปถือว่ามีต้นทุนต่ำและมีความยืดหยุ่นมากที่สุดในบรรดาเทคโนโลยีการเชื่อมต่อไมโครอิเล็กทรอนิกส์ที่มีอยู่ และใช้ในบรรจุภัณฑ์เซมิคอนดักเตอร์ส่วนใหญ่ที่ผลิตในปัจจุบัน มีเทคนิคการเชื่อมต่อด้วยลวดหลายวิธี ได้แก่ การเชื่อมต่อด้วยลวดแบบเทอร์โมคอมเพรสชั่น (Thermo-Compression Wire Bonding):
การเชื่อมด้วยความร้อนและแรงกด (การรวมพื้นผิวที่เข้ากันได้สองพื้นผิว (โดยปกติคือทองคำ) เข้าด้วยกันภายใต้แรงกดด้วยอุณหภูมิพื้นผิวสูง โดยทั่วไปสูงกว่า 300°C เพื่อสร้างรอยเชื่อม) ได้รับการพัฒนาขึ้นครั้งแรกในทศวรรษ 1950 สำหรับการเชื่อมต่อไมโครอิเล็กทรอนิกส์ อย่างไรก็ตาม เทคโนโลยีนี้ถูกแทนที่อย่างรวดเร็วด้วยการเชื่อมด้วยคลื่นอัลตราโซนิคและเทอร์โมโซนิกในทศวรรษ 1960 ในฐานะเทคโนโลยีการเชื่อมต่อที่โดดเด่น การเชื่อมด้วยความร้อนและแรงกดยังคงมีการใช้งานในบางแอปพลิเคชันเฉพาะกลุ่มในปัจจุบัน แต่โดยทั่วไปแล้วผู้ผลิตจะหลีกเลี่ยงเนื่องจากอุณหภูมิพื้นผิวสูง (ซึ่งมักก่อให้เกิดความเสียหาย) ที่จำเป็นในการสร้างรอยเชื่อมที่ประสบความสำเร็จ การเชื่อมด้วยคลื่นอัลตราโซนิคแบบลิ่ม:
ในช่วงทศวรรษ 1960 การเชื่อมลวดด้วยคลื่นอัลตราโซนิกกลายเป็นวิธีการเชื่อมต่อที่ได้รับความนิยมอย่างมาก การใช้การสั่นสะเทือนความถี่สูง (ผ่านตัวแปลงสัญญาณแบบเรโซแนนซ์) กับเครื่องมือเชื่อมพร้อมกับแรงหนีบในเวลาเดียวกัน ทำให้สามารถเชื่อมลวดอะลูมิเนียมและทองคำได้ที่อุณหภูมิห้อง การสั่นสะเทือนอัลตราโซนิกนี้ช่วยกำจัดสิ่งปนเปื้อน (ออกไซด์ สิ่งเจือปน ฯลฯ) ออกจากพื้นผิวการเชื่อมในช่วงเริ่มต้นของวงจรการเชื่อม และส่งเสริมการเจริญเติบโตของโลหะผสมเพื่อพัฒนาและเสริมความแข็งแรงของพันธะให้ดียิ่งขึ้น ความถี่ทั่วไปสำหรับการเชื่อมต่อคือ 60 – 120 กิโลเฮิร์ตซ์ เทคนิคการเชื่อมด้วยคลื่นอัลตราโซนิคแบบลิ่มมีเทคโนโลยีการประมวลผลหลักสองอย่าง: การเชื่อมลวดขนาดใหญ่ (หนัก) สำหรับลวดที่มีเส้นผ่านศูนย์กลาง >100 ไมโครเมตร การเชื่อมลวดขนาดเล็ก (ละเอียด) สำหรับลวดที่มีเส้นผ่านศูนย์กลาง <75 ไมโครเมตร ตัวอย่างรอบการเชื่อมด้วยคลื่นอัลตราโซนิคทั่วไปสามารถดูได้ที่นี่สำหรับลวดขนาดเล็ก และที่นี่สำหรับลวดขนาดใหญ่ การเชื่อมลวดด้วยลิ่มอัลตราโซนิคใช้เครื่องมือเชื่อมเฉพาะหรือ "ลิ่ม" ซึ่งโดยทั่วไปทำจากทังสเตนคาร์ไบด์ (สำหรับลวดอลูมิเนียม) หรือไทเทเนียมคาร์ไบด์ (สำหรับลวดทองคำ) ขึ้นอยู่กับข้อกำหนดของกระบวนการและเส้นผ่านศูนย์กลางของลวด นอกจากนี้ยังมีลิ่มปลายเซรามิกสำหรับการใช้งานเฉพาะด้านอีกด้วย การเชื่อมลวดด้วยคลื่นความร้อน:
ในกรณีที่ต้องการความร้อนเพิ่มเติม (โดยทั่วไปสำหรับลวดทองคำ ซึ่งมีอุณหภูมิการเชื่อมต่ออยู่ในช่วง 100 – 250°C) กระบวนการนี้เรียกว่า การเชื่อมลวดด้วยความร้อนและคลื่นเสียง (Thermosonic wire bonding) ซึ่งมีข้อดีเหนือกว่าระบบการอัดความร้อนแบบดั้งเดิม เนื่องจากต้องการอุณหภูมิการเชื่อมต่อที่ต่ำกว่ามาก (มีการกล่าวถึงการเชื่อมทองคำที่อุณหภูมิห้อง แต่ในทางปฏิบัติแล้วไม่น่าเชื่อถือหากไม่มีความร้อนเพิ่มเติม) การเชื่อมลูกบอลด้วยความร้อนและคลื่นเสียง:
อีกรูปแบบหนึ่งของการเชื่อมต่อสายไฟด้วยเทอร์โมโซนิกคือ การเชื่อมต่อแบบลูกบอล (Ball Bonding) (ดูวงจรการเชื่อมต่อแบบลูกบอลได้ที่นี่) วิธีการนี้ใช้เครื่องมือเชื่อมต่อแบบท่อเซรามิกแทนการออกแบบแบบลิ่มแบบดั้งเดิม เพื่อรวมคุณสมบัติที่ดีที่สุดของการเชื่อมต่อแบบเทอร์โมคอมเพรสชั่นและการเชื่อมต่อแบบอัลตราโซนิกเข้าด้วยกันโดยไม่มีข้อเสีย การสั่นสะเทือนของเทอร์โมโซนิกช่วยให้มั่นใจได้ว่าอุณหภูมิของส่วนต่อประสานจะต่ำ ในขณะที่การเชื่อมต่อครั้งแรก การเชื่อมต่อแบบลูกบอลที่ถูกบีบอัดด้วยความร้อน ช่วยให้สามารถวางสายไฟและการเชื่อมต่อรองในทิศทางใดก็ได้ ไม่จำเป็นต้องอยู่ในแนวเดียวกับการเชื่อมต่อครั้งแรก ซึ่งเป็นข้อจำกัดในการเชื่อมต่อสายไฟแบบอัลตราโซนิก สำหรับการผลิตอัตโนมัติในปริมาณมาก เครื่องเชื่อมแบบลูกบอลจะเร็วกว่าเครื่องเชื่อมแบบอัลตราโซนิก/เทอร์โมโซนิก (ลิ่ม) อย่างมาก ทำให้การเชื่อมต่อแบบลูกบอลเทอร์โมโซนิกเป็นเทคโนโลยีการเชื่อมต่อที่โดดเด่นในไมโครอิเล็กทรอนิกส์มานานกว่า 50 ปี การเชื่อมต่อแบบริบบอน (Ribbon Bonding):
การเชื่อมต่อแบบริบบอน โดยใช้เทปโลหะแบน ได้รับความนิยมอย่างมากในอุปกรณ์อิเล็กทรอนิกส์ RF และไมโครเวฟมานานหลายทศวรรษ (ริบบอนช่วยลดการสูญเสียสัญญาณ [ปรากฏการณ์สกินเอฟเฟกต์] ได้อย่างมากเมื่อเทียบกับสายไฟกลมแบบดั้งเดิม) ริบบอนทองคำขนาดเล็ก โดยทั่วไปกว้างไม่เกิน 75 ไมโครเมตร และหนาไม่เกิน 25 ไมโครเมตร จะถูกเชื่อมต่อด้วยกระบวนการเทอร์โมโซนิคโดยใช้เครื่องมือเชื่อมต่อแบบลิ่มหน้าเรียบขนาดใหญ่ ริบบอนอะลูมิเนียมที่มีความกว้างสูงสุด 2,000 ไมโครเมตร และหนา 250 ไมโครเมตร ก็สามารถเชื่อมต่อได้ด้วยกระบวนการอัลตราโซนิกแบบลิ่มเช่นกัน เนื่องจากความต้องการการเชื่อมต่อที่มีจำนวนลูปน้อยลงและมีความหนาแน่นสูงเพิ่มขึ้น
ลวดเชื่อมทองคำคืออะไร?
การเชื่อมด้วยลวดทองคำเป็นกระบวนการที่ใช้ลวดทองคำเชื่อมจุดสองจุดในชิ้นส่วนประกอบเพื่อสร้างการเชื่อมต่อหรือเส้นทางนำไฟฟ้า โดยใช้ความร้อน คลื่นอัลตราโซนิก และแรงกด เพื่อสร้างจุดเชื่อมต่อสำหรับลวดทองคำ กระบวนการสร้างจุดเชื่อมต่อเริ่มต้นด้วยการสร้างลูกบอลทองคำที่ปลายเครื่องมือเชื่อมลวด หรือที่เรียกว่าแคปิลลารี ลูกบอลนี้จะถูกกดลงบนพื้นผิวชิ้นส่วนประกอบที่ร้อนพร้อมกับใช้แรงกดในปริมาณที่เหมาะสมกับงานและใช้คลื่นอัลตราโซนิกความถี่ 60kHz - 152kHz กับเครื่องมือ เมื่อทำการเชื่อมจุดแรกเสร็จแล้ว ลวดจะถูกควบคุมอย่างแม่นยำเพื่อสร้างรูปทรงห่วงที่เหมาะสมกับรูปทรงเรขาคณิตของชิ้นส่วนประกอบ การเชื่อมจุดที่สอง ซึ่งมักเรียกว่าการเย็บ จะถูกสร้างขึ้นบนพื้นผิวอีกด้านหนึ่งโดยการกดลงด้วยลวดและใช้แคลมป์เพื่อดึงลวดที่จุดเชื่อมต่อ
การเชื่อมต่อด้วยลวดทองคำเป็นวิธีการเชื่อมต่อภายในบรรจุภัณฑ์ที่มีคุณสมบัติการนำไฟฟ้าสูงมาก สูงกว่าการบัดกรีบางชนิดเกือบสิบเท่า นอกจากนี้ ลวดทองคำยังทนต่อการเกิดออกซิเดชันได้ดีกว่าวัสดุลวดอื่นๆ และมีความอ่อนนุ่มกว่าวัสดุส่วนใหญ่ ซึ่งเป็นสิ่งสำคัญสำหรับพื้นผิวที่บอบบาง
กระบวนการนี้ยังสามารถปรับเปลี่ยนได้ตามความต้องการของการประกอบชิ้นส่วน สำหรับวัสดุที่บอบบาง ลูกบอลทองคำสามารถวางไว้บนพื้นที่เชื่อมต่อที่สองเพื่อสร้างการเชื่อมต่อที่แข็งแรงกว่าและ "อ่อนกว่า" เพื่อป้องกันความเสียหายต่อพื้นผิวของชิ้นส่วน ในกรณีที่มีพื้นที่จำกัด ลูกบอลเพียงลูกเดียวสามารถใช้เป็นจุดเริ่มต้นสำหรับการเชื่อมต่อสองครั้ง ทำให้เกิดการเชื่อมต่อรูปตัว "V" เมื่อต้องการการเชื่อมต่อสายไฟที่แข็งแรงมากขึ้น ลูกบอลสามารถวางไว้บนรอยเย็บเพื่อสร้างการเชื่อมต่อเพื่อความปลอดภัย เพิ่มความเสถียรและความแข็งแรงของสายไฟ การใช้งานและการเปลี่ยนแปลงต่างๆ ในการเชื่อมต่อสายไฟนั้นแทบจะไม่มีขีดจำกัด และสามารถทำได้โดยใช้ซอฟต์แวร์อัตโนมัติในระบบเชื่อมต่อสายไฟของ Palomar
การพัฒนาการเชื่อมต่อสายไฟ:
เทคนิคการเชื่อมต่อด้วยลวด (Wire bonding) ถูกค้นพบในประเทศเยอรมนีในช่วงทศวรรษ 1950 จากการทดลองโดยบังเอิญ และได้รับการพัฒนาต่อมาจนกลายเป็นกระบวนการที่มีการควบคุมอย่างแม่นยำ ปัจจุบันมีการใช้งานอย่างแพร่หลายในการเชื่อมต่อทางไฟฟ้าของชิปเซมิคอนดักเตอร์กับสายไฟของบรรจุภัณฑ์ หัวอ่านฮาร์ดดิสก์กับพรีแอมพลิฟายเออร์ และการใช้งานอื่นๆ อีกมากมาย ซึ่งทำให้สิ่งของในชีวิตประจำวันมีขนาดเล็ลง "ฉลาดขึ้น" และมีประสิทธิภาพมากขึ้น
การใช้งานสายเชื่อมต่อ
การย่อขนาดอุปกรณ์อิเล็กทรอนิกส์ที่เพิ่มมากขึ้นส่งผลให้...
ในการเชื่อมต่อสายไฟนั้น สายไฟกลายเป็นส่วนประกอบที่สำคัญของ
ชุดประกอบอิเล็กทรอนิกส์
เพื่อจุดประสงค์นี้ จึงใช้ลวดเชื่อมละเอียดและละเอียดมาก
มีการใช้ทองคำ อะลูมิเนียม ทองแดง และแพลเลเดียม ในระดับสูงสุด
มีการเรียกร้องเกี่ยวกับคุณภาพ โดยเฉพาะอย่างยิ่งในเรื่องนี้
เพื่อความสม่ำเสมอของคุณสมบัติของลวด
ขึ้นอยู่กับองค์ประกอบทางเคมีและลักษณะเฉพาะของพวกมัน
คุณสมบัติเหล่านี้ทำให้สายเชื่อมต่อถูกปรับให้เหมาะสมกับการเชื่อมต่อ
เทคนิคที่เลือกใช้และสำหรับเครื่องเชื่อมแบบอัตโนมัติ
รวมถึงความท้าทายต่างๆ ในเทคโนโลยีการประกอบชิ้นส่วนด้วย
บริษัท Heraeus Electronics นำเสนอผลิตภัณฑ์ที่หลากหลาย
สำหรับการใช้งานที่หลากหลาย
อุตสาหกรรมยานยนต์
โทรคมนาคม
ผู้ผลิตเซมิคอนดักเตอร์
อุตสาหกรรมสินค้าอุปโภคบริโภค
กลุ่มผลิตภัณฑ์ลวดเชื่อมประสานของ Heraeus ประกอบด้วย:
สายเชื่อมต่อสำหรับงานที่ใช้พลาสติกเป็นวัสดุเติม
ชิ้นส่วนอิเล็กทรอนิกส์
ลวดเชื่อมอะลูมิเนียมและโลหะผสมอะลูมิเนียมสำหรับ
การใช้งานที่ต้องการอุณหภูมิในการประมวลผลต่ำ
สายทองแดงสำหรับงานเชื่อมต่อถือเป็นเทคนิคและ
ทางเลือกที่ประหยัดกว่าสายทองคำ
ริบบิ้นเชื่อมประสานโลหะมีค่าและไม่มีค่าสำหรับ
การเชื่อมต่อทางไฟฟ้าที่มีพื้นที่สัมผัสขนาดใหญ่
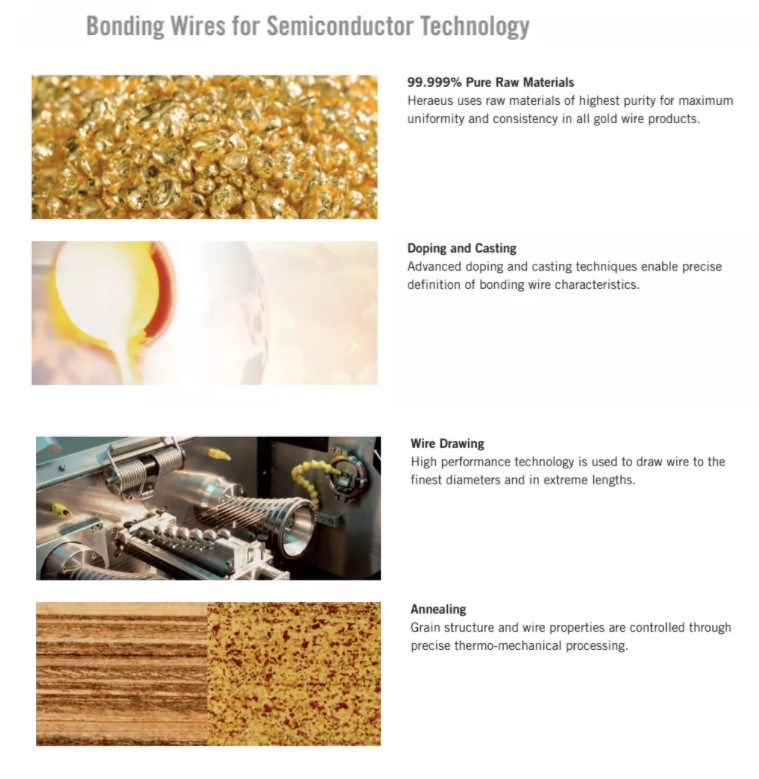

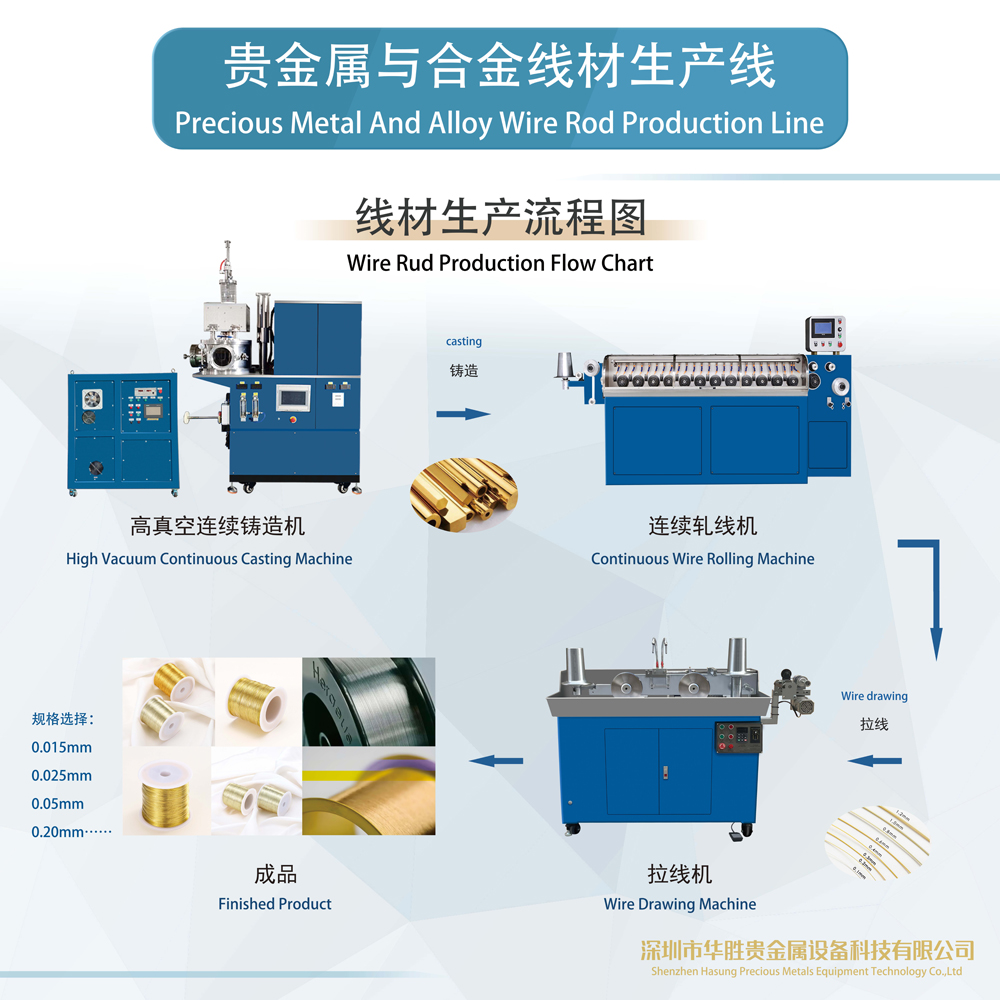
สายการผลิตลวดเชื่อม
วันที่โพสต์: 22 กรกฎาคม 2565









